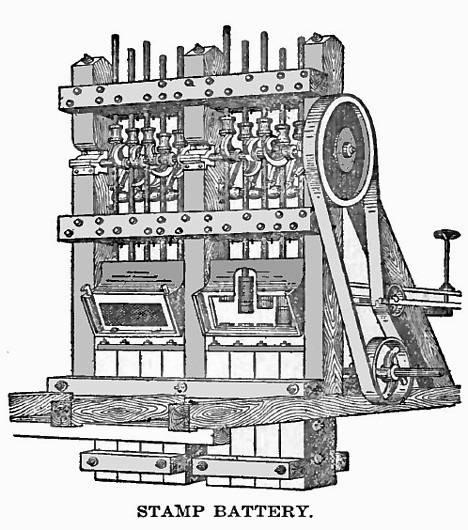
The stamp battery crushes in two ways, by compression as the result of the impact of the stamp falling upon the ore over the die, and by the abrasion or attrition of the particles of rock upon each other when moving from the impact of the stamp. Crushing by impact is especially the case with coarse ore, but it is not necessary that each piece and particle of rock be caught between the metal surfaces of the shoe and die, nor is the crushing by impact confined to the coarse rock. The strains of compression from the impact are communicated to all the coarse ore in the bed between the shoe and die. This strain is also communicated to the finer particles of ore caught fairly between the larger pieces. The coarse ore in responding to the compressive strain and moving from and adjusting itself to the compression of the stamp, produces an abrasive effect in all directions, which is one of the principal means by which the finer particles are still further reduced. The reduction of the finer particles by abrasion under the stamp must be very similar to that which takes place in the tube-mill. A consideration of these principles will show wherein stamp-mill crushing is radically different from all other forms of rock-reduction, will point out. why the limit of economy can be passed in fine breaking in the rock-breaker, and will indicate why a fine or a soft talcose ore often requires the addition of coarse or hard ore to act as the 'grinders' before it can be satisfactorily crushed or comminuted.
The most effective method of crushing is by impact, but as a particle of ore becomes finer it becomes increasingly harder to catch it fairly between two surfaces so that it may be further crushed or comminuted. It is largely because of this that very fine crushing becomes difficult in the stamp battery. It is now recognized that the tube-mill crushes mainly by the impact of the falling pebbles, rather than through abrasion similar to that of the grinding mill ; and that the pebbles of the charge should be large enough and the grains of pulp small enough that the ore particles are shattered by the falling pebbles; also that intermediate sizes of pebbles or pulp are detrimental. Time may show that the principles of stamping and tube-milling are the same to a much greater extent than is now realized. Modern improvements to the “tube-mill” include the adaptation of iron “balls” to do the crushing. In some mills, large chunks of ore are also used for crushing. These are called autogeneous or semi-autogenous if a mix of rock and iron balls are used.
Much has been said in regard to step or stage reduction the removal of the ore, as soon as it has been reduced to a certain size, to another machine which will make a further reduction and pass it on to another machine which will make a still further reduction. This is more a beautiful theory than a practical reality applicable to low-cost milling, for no economically successful and satisfactory method of separating or screening the ore when it has been reduced to the proper sizes has yet been devised. The stamp-mill has, within certain limitations, the happy faculty of being able to crush both fine and coarse ore at one operation with reasonable efficiency on both, and herein is one of the features by which the stamp-mill retains its supremacy. The work of the stamp-mill would not be more satisfactory in crushing coarse ore if the medium-size ore or pulp was removed as fast as made. And it would not satisfactorily recrush coarse tailing unless some coarse rock was fed with the tailing.
Height and Speed of Drop. The height of drop to be given the stamps depends on the size and hardness of the ore, on the weight of the stamps, and to some extent on the treatment required for the ore. Hard ore will require a heavier blow and consequently a longer drop than soft ore. Similarly a small piece of ore will not require as hard a blow or as long a drop as when coarse. Consequently a hard, tough ore should be broken finer in the breaker than soft, brittle, friable material. It would appear that the size to which the ore should be broken in the breaker would have some relation to the thickness of the bed of pulp between the shoe and die, but in actual practice the softness and nature of the ore is the determining factor. Millmen prefer to have the ore broken to what may be termed 'a medium coarse size,' rather than pulverized fine, as such ore feeds better and causes the battery to work more evenly. Also, as just noted, some ores that are soft or brittle rather than hard, tough, and close grained, appear to crush faster when containing coarse material which increases the attrition. This point should be investigated in determining the proper size for preliminary crushing in the breaker. To crush a hard rock to a size approximating 1 in. diam., and a soft rock to 2 in. would appear ideal, but in practice it is all crushed to a maximum diameter of 1% to 2 l/2 inches. For a hard ore a drop of 7 to 10 in. is usual, for a medium ore from 6 to 8 in., and for a soft ore from 4 to 6 in. Increasing the weight of the stamps, and breaking the rock finer in the breaker permits a shorter drop to be used. As the height of drop is lessened, the stamps should be run faster on the principle that they should drop as fast as possible ; the increased speed thus partly offsets the loss of crushing power through shortening the length of drop.
Theoretically, a short drop and higher speed indirectly increase the capacity by keeping the finer material in better suspension and by washing it out of the mortar faster ; and, consequently, is the better method where concentration is practiced or it is desired to produce a minimum of slime. Too short a drop at the maximum speed may not allow the die to become covered with pulp. The speed at which stamps can be run safely has been worked out mathematically, but the mill man desirous of maintaining a high tonnage will run the stamps as fast as possible up to the point where the tappet just stops short of falling on the cam when the stamp is at its maximum height of drop. An increase of % in. in the drop, without decreasing the speed, is often possible by careful work where the running speed does not vary. An increase in this way from a 7.5 -in. drop to an 8-in. drop will increase the crushing capacity by 6% per cent. The maximum speed possible and being used is about 115 drops per minute at 6 in., 108 drops at 7 in., 100 drops at 8 to S l/2 in., and 90 drops at 10 to 11 in. Instances have been reported where the speed has been decreased from the maximum limit without decreasing the tonnage crushed. This was undoubtedly due to a bad order of drop or such poor action within the mortar that the pulp was not bedded as evenly over the die or so well splashed over the screen, especially the first, when using the maximum number of drops. On an average ore a 6 to 6i/2-m- drop is the usual practice where concentration is used, whether for the reason cited in the preceding paragraph or from custom is not apparent. The usual practice upon the same ore where concentration is not used, is a 7 to 9-in. drop.
The power required by a stamp increases directly with the height of drop, or, to be more exact, with the height through which it is lifted. This is expressed by multiplying the weight of the stamp in pounds by the distance in feet through which it is raised, and calling the result foot-pounds. This power has been spent in overcoming the resistance of gravity and represents that much potential energy stored in the stamp. When the stamp falls the same height, this amount of energy must be expended against some resistance before the stamp will come to a rest or in the impact of the shoe upon the ore and die and mortar beneath, less the friction of the guides and the atmosphere which will be neglected herein. If a stamp weighing 1000 lb. was allowed to fall freely through a distance of one foot upon a perfect mechanism and there was no friction, the power utilized in lifting the stamp would be so restored that another 1000-lb. stamp could be lifted 1 ft., or a 100-lb. Stamp lifted 10 ft. This is in accordance with the well known physical law of conservation of energy and the experience with pile drivers. Therefore the crushing power of a stamp increases directly with the height to which the stamp is lifted and through which it drops, just 'as the power does which is required to operate the stamp.
Water Supply: The feed-water for a battery should be introduced into the top or into the feed-mouth of the mortar, using a pipe on each side because it may be thought necessary to introduce more water toward one end of the battery than the other, though this has practically no effect in the mortar. The valves should be accessible from the front of the mortar for the convenience of the mill man, and there should be two to each pipe; one being a gate valve a globe-valve cannot be so easily cleaned of trash by which the exact quantity of water used is regulated, and the other a bibb or plug cock. When it is necessary to shut off the feed-water, and the plug cock is used, when starting again, it is thrown wide open. Thus no time is lost in adjusting the amount of water, as that is provided for by the gate-valve. The water-supply should come from a tank having a constant head, for there should be no variation in the amount of water flowing over the plates. Where the water is returned for re-use or is received in a storage tank, this tank should have large area in order to avoid a rapid reduction in the head. The main water-supply pipes entering the mill and running the length of the batteries should be of large diameter so that the amount of water passing into one mortar may not be decreased or increased by starting or stopping the flow into the other mortars. When crushing in cyanide solution the pipes become gradually encrusted or lined with salts of lime from that added in the cyanide plant and of alumina from the clay constituents of the ore. Such pipes should be large in diameter, and have tees instead of elbows, and many unions, to enable them to be easily taken part and cleaned. Launders have been used instead of pipes to avoid this trouble.
Attempts have been made to introduce the water in the front or rear of the mortars and on a level with or just below the tops of the dies. The arguments advanced are that the finer material is thus floated up and out of the mortar, and that the pulp just below the face of the die is kept active, permitting the amalgam to sink into it and be caught. It would require a higher head of water than can ordinarily be obtained, and in fact higher than it is desirable to use, to overcome the violent pulsations imparted to the pulp by the falling stamps and to give a classifying effect in the mortar; and should it overcome these pulsations, the result would be to interfere with the even distribution of the pulp over the dies. On account of the wearing of the dies, it is impossible for the feed-water to enter at the proper point in relation to the face of the dies for any great length of time. Where the water has been introduced in the rear of the mortar, it has been found that when the dies are nearly worn out and the screen is consequently set low, the water shoots across the mortar and through the screen. Furthermore, it is almost impossible to maintain a water-tight connection between a pipe and a mortar.
Should the feed-water be shut off without warning, the stamps must be hung up with all possible speed, for they will sink down through the pulp to the die and continue falling and feeding ore until the mortar is choked with ore and pulp. Owing to the absence of water, the pulp does not run or splash back under each stamp. The amount of feed-water used in a mortar is gauged by the flow of the pulp over the plates, the water being used in such quantities as to give ideal conditions for amalgamating on the plate-tables, rather than to supply the quantity that will give the greatest crushing and screening effect in the mortar. The amount of water used per ton of ore stamped varies from 4 to 10 tons. Where effective amalgamation takes place on a short apron-plate, l/2 tons will be about the average amount. The crushing capacity of a battery increases with the amount of water used, up to the point where a good splash or wave motion on the screen can no longer be secured. This increase in capacity is more noticeable in a mortar with a deep discharge than with a shallow one, for such a mortar sizes and discharges hydraulically to a much greater extent than one with a low discharge. If large quantities of water are used the amalgamation is usually not so effective, long outside plates and auxiliary amalgamating devices then being required for the purpose of getting a good contact between the pulp and the amalgamated surface.
Return To:
Hard Rock Quartz Mining and Milling